[VIP第1年] 指数:3
[VIP第1年] 指数:3
自动报警系统则用于在检测到异常情况时及时发出警报。这些异常情况可能包括材料卷径异常、设备故障、生产线中断等。当报警系统检测到这些异常情况时,会通过传输通道将信号传送到报警控制器,报警控制器随后发出警报,并可能触发其他安全措施,如停止生产线、启动备用设备等。结合材料卷径自动演算和自动报警系统,可以实时监测材料卷径的变化,并在卷径达到预设的阈值时自动发出警报。这有助于及时发现并处理潜在的卷径异常,避免生产中断和产品质量问题。分切机的关键技术参数有哪些?无锡重型高速分切机方案

全自动张力控制关键技术与设备:张力传感器类型:浮辊式、压力式、光电式等。精度:通常要求±1%以内,高精度应用需±0.1%。安装:传感器需安装在卷材张力作用点,确保信号准确。控制器功能:接收张力信号,执行控制算法,输出调整信号至驱动设备。类型:PLC(可编程逻辑控制器)、**张力控制器等。驱动设备磁粉制动器:适用于低速、大扭矩场景,通过调节励磁电流控制制动力矩。伺服电机:适用于高速、高精度场景,通过速度或转矩模式控制放卷。厦门重型高速分切机代加工分切机的分切速度是多少?

分切机张力过大可能会造成以下后果:材料断裂:当分切机的张力过大时,材料会受到过大的拉伸力,导致材料断裂,特别是在材料的薄弱部分或存在缺陷的地方。这不仅会直接影响生产过程的连续性,还会增加废品率和生产成本。成品质量下降:张力过大容易导致分切后的成品纸断头增多,影响成品的连续性和完整性。同时,过大的张力还可能使分切后的产品在收卷过程中出现皱褶、拉伸或松弛等问题,进一步影响产品的外观和使用效果。设备磨损加剧:过大的张力会对分切机的传动部件和轴承造成额外的负担,导致这些部件的磨损加剧,缩短设备的使用寿命。此外,长期的张力过大还可能引发设备的故障和停机,影响生产效率和设备的稳定性。工艺参数失控:张力是分切工艺中的重要参数之一,它直接影响到分切产品的质量和生产效率。当张力过大时,可能导致其他工艺参数(如速度、温度等)的失控,使得整个生产过程变得不稳定,难以保证产品的质量一致性。
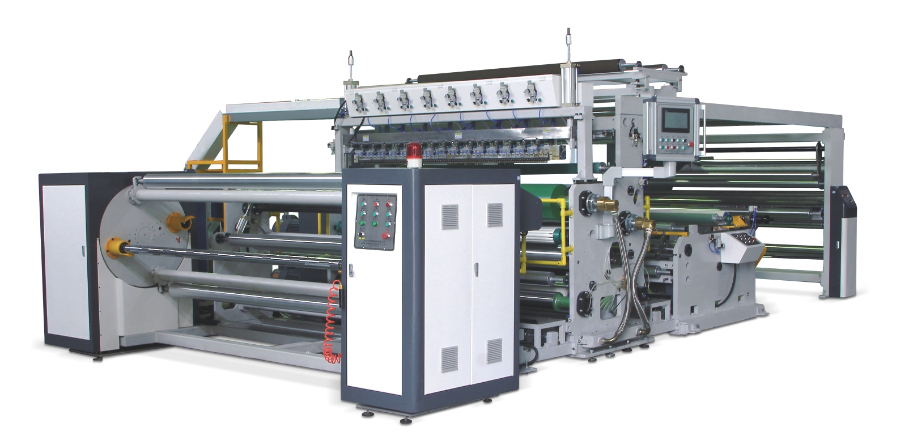
高速分切机的性能优势高速分切机具备诸多明显的性能优势。首先,其切割速度极快,每分钟可达数百米甚至更高,相比传统分切设备,能大幅缩短生产周期,提高企业产能。其次,切割精度极高,误差可控制在极小范围内,能够满足对尺寸精度要求严苛的产品加工需求。再者,设备稳定性强,采用质量的机械结构和先进的控制系统,长时间运行也能保持良好的工作状态。此外,高速分切机的操作简便,通过人机界面即可轻松完成参数设置和设备调试,降低了操作人员的技术门槛,提高了生产效率。按分切计划单,在高速分切机上设置薄膜类型、厚度、长度、宽度等参数。

通过PLC(可编程逻辑控制器)对张力传感器进行数据采集和处理,实现对分切过程中张力的精确控制。实现精确控制的具体步骤张力数据采集:PLC通过模拟量输入模块采集张力传感器输出的电信号,并将其转换为数字量数据。数据处理与分析:PLC对采集到的张力数据进行滤波、平滑等处理,以减少噪声干扰。同时,PLC根据预设的算法计算出当前张力与目标张力之间的偏差。控制参数调整:根据张力偏差,PLC调整输出转矩或速度等控制参数。这通常通过向变频器或电机驱动器发送控制信号来实现。实时反馈与调整:PLC实时监测张力传感器的输出,并根据新的张力数据继续调整控制参数,以确保张力始终保持在预设范围内。定期为高速分切机丝杆加油,清理丝杆、刀片等处异物并擦油。常州工程高速分切机特点
通过 PLC 控制和触控式人机界面,高速分切机实现整机自动化操作,简单便捷。无锡重型高速分切机方案
张力衰减控制的方法。手动张力控制:操作人员根据材料卷的直径变化,手动调整张力控制装置(如手动旋钮或电源装置),以达到所需的张力值。这种方法需要操作人员具有丰富的经验和判断力,且操作精度受到人为因素的影响。自动张力控制:自动张力控制系统通过张力传感器实时监测材料上的实际张力值,并将其与预设张力值进行对比。根据对比结果,系统自动调整张力控制执行单元(如磁粉离合器、伺服电机等),以使实际张力值与预设张力值保持一致。在自动张力控制系统中,张力衰减值通常是预先设定的,设备运行过程中收卷自始至终保持该张力值,并根据料卷直径的变化进行自动调整。无锡重型高速分切机方案
文章来源地址: http://jxjxysb.mjgsb.chanpin818.com/yhjgsbfw/fenqiejikn/deta_28782858.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。