[VIP第1年] 指数:3
[VIP第1年] 指数:3
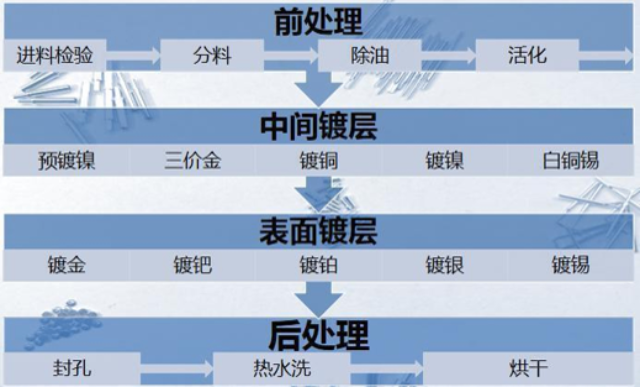
见下附表1-16~1-19)﹐镀层名称﹐基-材料用元素符号表示1-16symbolindicatingtheplating方法名称英文符号电镀electroplatingEp化学镀AutocatalyticplatingAp电化学处理ElectrochemicaltreatmentEt化学处理ChemicaltreatmentCt1-17symbolsindicatingaftertreamentAftertreatmentSymbolHydrogenremovingbakingDiffusionheattreatmentGlosschromatetreatmentColouredchromatetreatmentP**ntingColuringAntitarnishtreatmentHBDHCM1CM2PACLAT1-18symbolindicatingaftertreatmentsTypeofcoatingSymbolInformativerefernce(classificationofcoatings)GlosscoatingDull-finishcoatingVelvet-likecoatingNonsmoothcoatingDullcoatingCom****itecoatingBlackcoatingbsvnmcpbkCopper,coating,nickel,coating,chromiumcoating,goldcoating,silvercoating,alloycoatingDuplexplatedcoatingTriplexplatedcoatingdtNickelcoatingandthelikeNormalcoatingMicroporouscoatingMicrocrackedcoatingCrack-freecoatingrmpmccfChromiumcoating1-19usingenvironments。电镀产品,就选浙江共感电镀有限公司,用户的信赖之选,欢迎新老客户来电!天津加工厂电镀哪里好

四、镀层脆性的测试﹐一般通过试样p外力作用下使之变形﹐直至镀层产生裂纹﹐然后以镀层产生裂纹时的变形程度或挠度值大小﹐作为评定镀层脆性的依据。五、测定镀层脆性的方法有杯突法﹑静压挠曲法等。测定镀层韧性的方法有心轴变曲法等。第八节氢脆性的测试金属材料在氢和应力联合作用下产生的早期脆断现象叫氢脆。测定氢脆的方法有延迟破坏试验﹑缓慢弯曲试验等方法。延迟破坏试验﹕此法适合于超**度钢的氢脆试验﹐是一种灵敏而可靠的试验方法。试验时﹐将做成的三根缺口棒状试样放在持久强度试验机或蠕变试验机上﹐在材料脆断的时间﹐若三根平行试验的试样在规定的时间内均不脆断﹐即为合格。缓慢弯曲试验﹕此法对低脆性材料比较灵敏。测试时应注意﹕试片在热处理后如果变形﹐应静压校平﹔镀前应消除应力﹐镀扣要严格除氢﹔试前应选足够数量的试样材料进行空白试验﹐便于分析试验结果和选择合适的折断轴直径。挤压试验﹕将需检验的垫圈在同一直径的螺杆上﹐每一螺杆套10~~15个﹐螺杆两端旋上螺母﹐然后夹在虎钳上﹐用扳手将螺母旋紧到垫圈开口处挤平。放置24小时﹐然后松开﹐用5倍放大镜检查受试垫圈产裂纹和断裂的结果以脆断率表示脆断率=b/aX100(%)(a-受试垫圈总数。天津陶瓷电镀镀锌浙江共感电镀有限公司 电镀产品产品值得放心。

一是镀层与基体附着力不佳,二是镀镍层脆性大,延展性小。若热处理不当产生难以***的污垢或镀前处理不彻底,污垢夹杂在基体与镀层之间,使镀层与基体结合力很差,后续装配加工时,易起皮脱落。当光亮剂配比不当或质量差、pH值太高、阴极电流密度太大及镀液温度过低时,都会造成氢离子在阴极还原后,便以原子氢的状态渗入基体金属及镀层中,使基体金属及镀层的韧性下降而产生”氢脆”现象。另外,当镀镍液中的金属杂质及分解产物过多时,也会使镀层产生“氢脆”现象。电镀镍耐腐蚀性差由于镀镍层的孔隙率高,只有当镀层厚度超过25微米时才基本上无孔。因此薄的镀镍层不能单独用来作防护性镀层,**好采用双层镍与多层镍体系。电镀镍挂绿腐蚀电镀后采用VCF一385防锈切削液对镀层进行封闭处理,当防锈切削液干燥后,在产品上便形成挂绿的不良现象。电镀镍内孔露铜由于光亮镍镀液的深镀能力不如**镀暗铜的好,电镀后亮镍镀层在产品内孔部位不能完全把铜镀层覆盖。
电镀设备工艺要求编辑1.镀层与基体金属、镀层与镀层之间,应有良好的结合力。2.镀层应结晶细致、平整、厚度均匀。3.镀层应具有规定的厚度和尽可能少的孔隙。4.镀层应具有规定的各项指标,如光亮度、硬度、导电性等。5.电镀时间及电镀过程的温度,决定镀层厚度的大小。6.环境温度为-10℃~60℃。7.输入电压为220V±22V或380V±38V。8.水处理设备**大工作噪声应不大于80dB(A)。9.相对湿度(RH)应不大于95%。10.原水COD含量为100mg/L~150000mg/L。电镀设备电镀技术编辑电镀技术又称为电沉积,是在材料表面获得金属镀层的主要方法之一。是在直流电场的作用下,在电解质溶液(镀液)中由阳极和阴极构成回路,使溶液中的金属离子沉积到阴极镀件表面上的过程;电流效率:用于沉积金属的电量占总电量的比称为电镀的电流效率。分散能力:镀液的分散能力是指一定的电解条件下使沉积金属在阴极零件表面上分布均匀的能力。合金电镀:两种或两种以上金属离子在阴极上共沉积形成均匀细致镀层的过程叫做合金电镀(一般而言其**小组分应大于1%)。整平能力:整平能力(即微观分散能力)是指在金属表面上形成镀层时,镀液所具有的能使镀层的微观轮廓比基体表面更平滑的能力。电镀产品,就选浙江共感电镀有限公司,用户的信赖之选,有想法可以来我司咨询!

超声波清洗技术应用到电镀前处理后,不仅能使物体表面和缝隙中的污垢迅速剥落,而且电镀件电镀层牢固不会返锈。利用超声波在液体中产生的空化效应,可以清洗掉工件表面沾附的油污,配合适当的清洗剂,可以迅速地对工件表面实现高清洁度的处理。电镀工艺,对工件表面清洁度要求较高,而超声波清洗技术是能达到此要求的理想技术。利用超声波清洗技术,可以替代溶剂清洗油污;可以替代电解除油;可以替代强酸浸蚀去除碳钢及低合金钢表面的铁锈及氧化皮。电镀设备管理编辑电镀所需要的设备主要是整流电源、优势生产线(4张)镀槽、阳极和电源导线,还有按一定配方配制的镀液。要使电镀过程具有科研的或工业的价值,需要对电镀过程进行控制,也就是要按照一定的工艺流程和工艺要求来进行电镀,并且还要用到某些辅助设备和管理设备,比如,过滤机、加热或降温设备、化验设备、检测设备等。电镀设备整流电源与其他工业技术相比,电镀技术的设备不仅很简单,而且有很大的变通性,以电源为例,只要是能够提供直流电的装置,就可以拿来做电镀电源,从电池到直流发电机,从桥堆到硅整流器、从可控硅到开关电源等,都是电镀可用的电源。其功率大小既可以由被镀产品的表面积来定。电镀产品,就选浙江共感电镀有限公司,用户的信赖之选,欢迎您的来电!上海工厂电镀生产厂家
浙江共感电镀有限公司是一家专业提供 电镀产品的公司,有想法的不要错过哦!天津加工厂电镀哪里好
**近许多对PCB镀铜的研究,发现氯离子还可协助有机助剂(尤其是载运剂)发挥其各种功能。且氯离子浓度对于镀铜层的展性(Ductility)与抗拉强度(TensileStrength)也有明显的影响力。电镀铜槽液的管理槽液中的主成分每周可执行2-3次之化学分析,并采取必要的添补作业以维持Cu++、SO4-、与CL-应有的管制范围。至于有机添加剂的分析,早先一向以经验导向的HullCell试镀片,作为管理与追查的工具。此种不够科学的做法,80年代时即已逐渐被CVS法(CyclicVoltametricStripping循环电压剥镀分析法)所取代。现役之CVS自动分析仪器中,不但硬件十分精密,且更具备了由多项试验项模拟的结果而变得更为科学,此等预先设置的精确软件程序,对于上述三种有机助剂与氯离子,均可进行精确的分析与纪录,使得酸性镀铜的管理也将更上轨道。电化学的基础理论颇多,但用之于实际镀铜现场时,则似乎又关系不够而有使不上力的感觉。一些常见的电化学书籍,多半只涉及实验室的理论与说明,极少对实际电镀所发生的现象加以阐述。以下即为笔者根据多年阅读与实务所得之少许心得,*就某些电镀行为斗胆加以诠释,不周之处尚盼高明指正。电镀铜可逆反应。天津加工厂电镀哪里好
文章来源地址: http://jxjxysb.mjgsb.chanpin818.com/jwjjg/bmcl/deta_27667388.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。