[VIP第1年] 指数:3
[VIP第1年] 指数:3
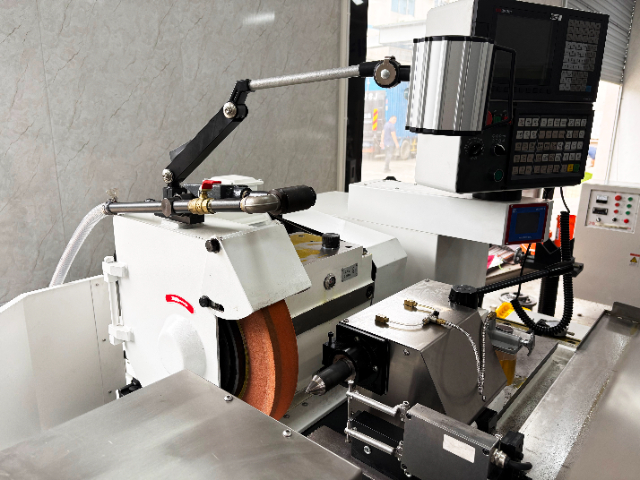
程控平面磨床的操作模式与功能:移动式操作面板:操作面板箱采用移动式设计,操控完全集中与操作面板上,符合人体工学,提供舒适方便的操作环境。操作模式与功能:设定磨削总量粗磨削每次进给量精磨削总量精磨削每次进给量无火花磨削次数磨削完成主轴上升高度磨削进给式,设计有工作台右边进给左边进给与双边进给,方便操作者选择。设有JOG寸动模式,设计三段模式,方便操作者选择。磨削完成后,砂轮主轴上升可依需要选择上升与不上升,选择上升者可依需求设定上升高度。操作程控磨床前要清理任何妨碍设备运行和作业活动的杂物。浙江小型程控磨床厂商

程控磨床操作时注意事项:1、封闭砂轮盖,锁好才可运转,以防意外。当机台未停止时,禁止移动砂轮护盖、使用前应使砂轮运转1-5分钟,此时应防意外事故,不可站立于砂轮附近。2、在程控磨床进行加工作业时需把工件固定夹好,防止切削进给产生夹持不牢或吸磁力不足而造成加工件飞出及砂轮破损之重大异常(人员、工件、设备、工具)损坏。3、程控磨床在加工时,操作人员不要站立在面对火花及切削线方向,避免意外事故发生。4、当砂轮在操作运转时,安装工件时砂轮需提高或平移退至左上角处,以开手在安装工件或清洁磁盘作业时被砂轮磨伤的机率。苏州国内程控磨床定制使用程控磨床的工序的准备工时占有较高的比例。

操作程控磨床的注意事项:垫弹性垫片装夹方式程控磨床上磨削上述薄片工件时,采用弹性夹紧机构,使薄片工件在自在状态下完成定位与夹紧。在工件与磁性工作台之间垫一层0.5mm厚的橡胶,当工件受磁性吸收力作用时,橡胶被紧缩,弹性变形变小,从而可磨削收工件的平直平面。重复磨削几次,可满足加工精度请求。用暂时措施增强薄片工件的刚性采用环氧树脂分离剂,将薄片工件在自在状态下粘到一块平板上。平板连同薄片一同放到磁力吸盘上。磨平薄片一端平面后,再将薄片工件从平板上取下来,以磨平的一面放到磁力吸盘上,再磨削薄片工件的另一端平面。由于环氧树脂在未硬化之前有活动性,它能够填平薄片工件与平板之间的间隙。
随着数控系统性能和可靠性的提高,价格变得更加合理,这使得程控平面磨床与普通磨床的价格比较为广大用户所接受。同时,随着先进制造和生产自动化技术要求的提高,程控平面磨床的应用将越来越普遍。程控平面磨床等将向加工灵活性更好、效率更高的专门的程控磨床的磨削中心发展。我们相信,随着计算机和信息技术的深入,程控平面磨床将在智能化和系统信息化控制方面取得长足的进步。如何跟上历史进步的步伐,找到适合自己特点的发展道路,找到技术进步的突破点,是制造商工作的重点,因为它是关系到企业未来发展和生存的保障!程控平面磨床工作台纵向移动和磨头横向移动为液压传动,无级调速。

精密程控平面磨床主要由床身、十字滑板、升降套筒、磨头及各种附件组成。共有主轴旋动、纵向运动、横向运动、垂直升降运动四种运动方式。精密程控平面磨床有以下操作规程:1、检查磨床启动前各部位机械传动是否正常,开关按钮是否可靠,确保砂轮完好无破损。2、以点动方式启动砂轮到正常加工速度,空转五分钟。3、砂轮禁止超速运行,不得大于警告速度。4、合理选择磨削量,严禁超负荷磨削。5、磨削前应检查工件是否吸牢或装夹牢固,装夹高工件及底部面积较小的工件时要用挡块靠住或专门的夹具装夹,以防发生故障。6、开机时砂轮旋转的正前方位置不准站人,防止程控平面磨床砂轮破碎飞出或工件打飞。程控磨床在加工中、小批量零件时,由于各种原因,纯切削时间只占实际工时的0.1-0.3。全国全自动程控磨床哪里有
程控磨床发动前要看各部润滑油系统是否畅通,电子尺是否显示数据。浙江小型程控磨床厂商
在使用程控平面磨床时,应注意以下几点:一、使用时应注意电源和电压。由于程控平面磨床已在工业中应用,他所服务的是较大的机械设备,所以自然要用电力驱动,因此在开机前,需要先看电源、电压是否与程控平面磨床能承受的电压一致,如果不一致,可以考虑谨慎使用。第二,要密切关注使用中程控平面磨床的变化。由于采用程控平面磨床,强大的动力带动机器转动。如不小心,很容易引起意外事故,这就要求我们在无任何影响因素的开放场所使用。当然,我们应该更多的关注这些方面,特别是在作业的时候。浙江小型程控磨床厂商
文章来源地址: http://jxjxysb.mjgsb.chanpin818.com/jichuang/mochuang/deta_27442922.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。