[VIP第1年] 指数:3
[VIP第1年] 指数:3
合金的「性能调节器」:当锡中加入0.5%-3%的银(如SAC305焊锡片),合金熔点从231.9℃降至217℃,同时焊点抗拉强度提升40%,这种「温柔的强化」让锡片能在手机芯片焊接中承受高频振动而不断裂。
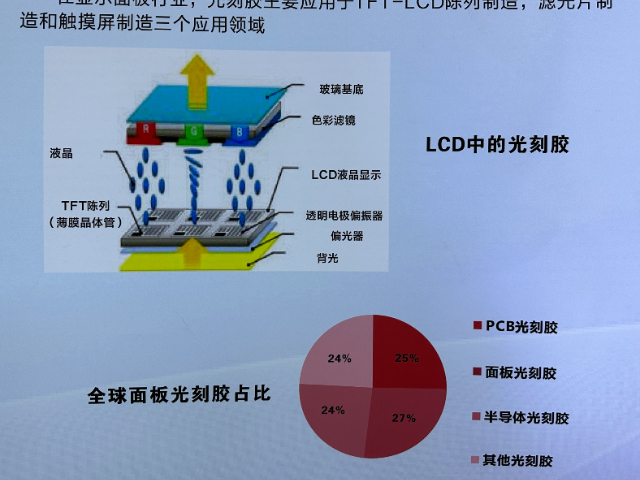
导电性的「微米级桥梁」:在电路板焊接中,锡片熔化成的焊点虽0.2mm直径,却能承载10A以上电流——这得益于锡的导电率达9.1×10^6 S/m,相当于铜的70%,确保千兆级数据在芯片与电路板间毫秒级传输无损耗。
低温下的「柔韧性坚守」:当温度降至-40℃,普通钢材会脆化断裂,而锡片的延伸率仍保持在30%以上。这种特性使其成为极地科考设备的密封垫片,在南极-60℃环境中依然能紧密贴合管道接缝,拒绝冰裂渗漏。

晶须生长的「隐患与对策」:纯锡片在长期应力下可能产生「锡晶须」(直径1-5μm,长度可达1mm),导致电路短路。通过添加0.05%的镍或锑,可抑制晶须生长速率90%以上,保障精密仪器(如卫星导航系统)10年以上无故障运行。
相图原理的「合金设计」:锡-银二元相图显示,当银含量达3.5%时,合金形成「共晶点」(熔点221℃),此时液态锡的流动性较好,适合快速焊接;而锡-铜相图的「包晶反应」区(铜含量0.2%-0.5%),能生成强化相Cu₆Sn₅,提升焊点抗剪切强度25%。
电化学腐蚀的「阴极保护」:在镀锌钢板与锡片的接触界面,锌(电位-0.76V)-锡(电位-0.136V)形成原电池,锌作为阳极优先腐蚀(用自己保护锡),使锡片的腐蚀速率降低60%,这种机制被巧妙应用于海洋工程的金属防腐。
广州有铅预成型焊片锡片国产厂商汽车发动机的轴承部件采用锡基合金片,低熔点与耐磨特性减少摩擦损耗,提升引擎效率。
主要优势与特性
环保合规
◦ 符合全球环保标准(如欧盟RoHS、中国《电器电子产品有害物质限制使用管理办法》),从源头杜绝铅污染,保护人体健康与生态环境。
高性能焊接
◦ 耐高温性:在250℃以上的回流焊中保持稳定,适合高密度、多引脚芯片的焊接,减少高温失效风险。
◦ 抗疲劳性:合金结构增强焊点韧性,在振动、温差(如新能源汽车电池组)环境中抗开裂能力优于含铅焊料。
◦ 润湿性:通过表面处理(如助焊剂优化),可达到与含铅焊料相近的润湿性,确保焊点饱满、无虚焊。
兼容性强
◦ 适用于波峰焊、回流焊、手工焊等多种工艺,兼容铜、镍、金等金属表面镀层,满足不同设备的焊接需求。
可持续性
◦ 再生锡原料占比高(可达80%以上),生产过程能耗低,符合循环经济理念。
广东吉田半导体材料有限公司
• 产品定位:国家高新技术企业,专注半导体材料23年,焊片(锡基合金焊片)为主要产品之一,适配芯片封装、功率模块等高级场景。
• 技术优势:
◦ 进口原材料(美、德、日),合金纯度高(如Sn96.5Ag3Cu0.5),杂质含量<5ppm;
◦ 支持超薄(20μm以下)、异形切割,表面镀镍/金处理,适配倒装芯片焊接;
◦ 通过ISO9001、RoHS认证,部分产品符合IATF 16949汽车行业标准。
• 应用场景:IGBT模块、BGA封装、LED固晶等。
锡片有哪些常见的用途?
焊片(锡基焊片)主要特性
材料与性能
◦ 高纯度合金:采用进口原材料,锡基合金纯度高(如Sn96.5/Ag3.0/Cu0.5等配比),杂质含量低,确保焊接界面低缺陷、高可靠性。
◦ 工艺控制:通过全自动化生产设备及严格品控,焊片厚度均匀(公差±5μm级)、表面平整,适配精密焊接设备(如共晶焊机、热压机)。
◦ 性能参数:
◦ 熔点范围:支持低温(138℃,如Sn-Bi合金)至中高温(217℃,如Sn-Ag-Cu合金),满足不同场景需求;
◦ 润湿性:优异的金属表面附着力,减少虚焊、焊料溢出等问题;
◦ 耐高温与抗疲劳:通过合金配方优化,焊接后组件可承受-55℃~150℃温度循环及机械振动,适用于汽车电子、功率模块等严苛环境。
应用场景
◦ 半导体封装:芯片与引线框架、陶瓷基板的焊接;
◦ 功率器件:IGBT、MOSFET等散热基板与芯片的连接,提升热传导效率;
◦ 精密电子组装:高频器件、MEMS传感器的固定与互连,确保信号传输稳定性。
定制化服务
◦ 成分定制:根据客户需求调整合金配比(如无铅环保型、高导热型、低熔点型);
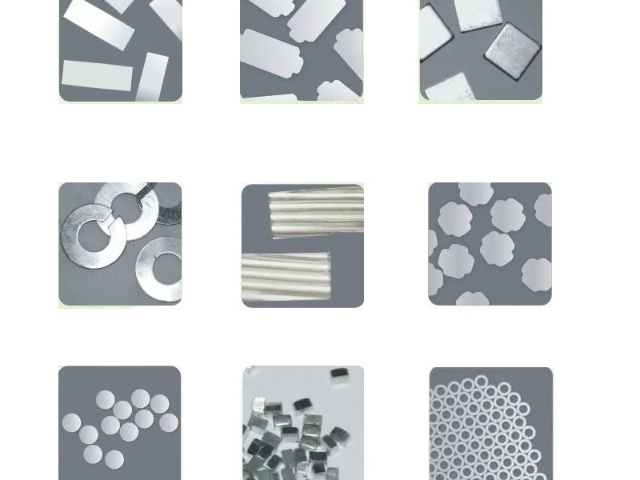
◦ 形态规格:提供不同厚度(5μm~500μm)、尺寸(圆形、矩形、异形)及表面处理;
◦ 特殊性能:支持耐高温老化、抗腐蚀(如沿海环境用焊片)、低应力(避免芯片裂纹)等定制需求。
可回收的锡片带着循环经济的使命,从废旧电子元件中涅槃重生,减少资源浪费。广州有铅预成型焊片锡片国产厂商
焊接温度要求不同
无铅锡片焊接操作 有铅锡片焊接操作
基础温度 熔点较高(217℃~260℃),焊接温度需控制在 240℃~260℃(如SAC305需245℃±5℃),预热温度通常为 120℃~150℃(防止PCB突然受热变形)。 共晶合金熔点183℃,焊接温度 210℃~230℃ 即可,预热温度较低(80℃~120℃),对元件和板材热冲击小。
温度控制精度 需高精度温控设备(±5℃以内),避免温度波动导致焊点不良(如虚焊、过熔);手工焊接时需使用恒温焊台,避免长时间高温接触元件。 对温度宽容度较高(±10℃),普通焊台即可满足,工艺窗口更宽。
高温风险 易因温度过高导致PCB焊盘脱落、元件引脚氧化(如陶瓷电容端电极受损),需严格控制焊接时间(单次焊接≤3秒)。 温度较低,焊接时间可稍长(≤5秒),风险较低。
文章来源地址: http://jxjxysb.mjgsb.chanpin818.com/hjclyfj/hanpianqh/deta_27328079.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。