[VIP第1年] 指数:3
[VIP第1年] 指数:3
切割过程中,刀具与EPS泡沫之间的摩擦以及热丝的加热都会产生热量。对于低密度、低硬度的EPS泡沫,由于切割阻力小,产生的摩擦热相对较少。同时,其泡孔结构大,热量容易散发,不易造成材料局部过热融化。而高密度、高硬度的EPS泡沫,切割阻力大,摩擦热产生量大,且由于泡孔细密,热量散发困难,容易导致切割区域温度过高,使EPS泡沫材料融化甚至碳化,影响切割质量。不同密度和硬度的EPS泡沫在切割后,切割面质量表现各异。低密度、低硬度的EPS泡沫切割时,虽然切割阻力小,但由于材料质地较软,在切割力作用下容易发生变形,可能导致切割面不够平整,出现微小的起伏或毛刺。高密度、高硬度的EPS泡沫切割时,若参数设置不当,如切割速度过快或切割深度过大,可能会因切割力过大使材料产生崩裂,造成切割面出现缺口、裂缝等缺陷。淄博友利机电以其独特且具备设计韵味的产品体系。江苏EPS数控切割机

在往复式刀片切割中,刀片通过电机驱动的曲柄连杆机构或直线电机,进行高速往复运动。刀片在往复运动过程中,对 EPS 泡沫材料进行切割。这种切割方式适用于一些对切割精度要求较高、需要进行直线切割的 EPS 制品生产。为了保证切割精度,机械刀片切割系统通常配备有高精度的导轨和定位装置,确保刀片在运动过程中的稳定性和准确性。同时,为了降低刀片的磨损,在切割过程中会向刀片和切割区域喷洒适量的润滑剂,减少刀片与 EPS 泡沫材料之间的摩擦力。淄博EPP二次发泡机友利塑机公司自成立以来,一直专注于对产品的精耕细作。

机械刀片切割系统主要依靠高速旋转或往复运动的刀片对 EPS 泡沫材料进行切削。刀片的材质通常选用高速钢、硬质合金或陶瓷等,这些材料具有高硬度和良好的耐磨性,能够在长时间的切割作业中保持锋利。对于一些需要切割复杂形状的 EPS 制品,热丝切割系统通常采用数控技术。通过预先在控制系统中输入切割路径的坐标数据,控制系统控制进料系统和热丝的运动,使热丝按照预设的轨迹对 EPS 泡沫材料进行切割。例如,在生产带有弧度或波浪形边缘的 EPS 装饰线条时,热丝在数控系统的控制下,沿着特定的曲线轨迹移动,同时 EPS 泡沫材料匀速向前输送,从而实现复杂形状的精确切割。
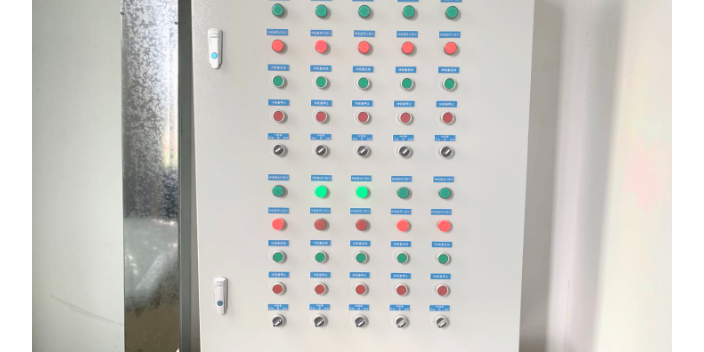
自动化控制与反馈调节:控制系统的自动化控制和反馈调节机制是保证 EPS 连续切割线连续稳定运行的重要保障。在切割过程中,各类传感器实时采集设备的运行数据,如进料系统的输送速度、切割系统的温度(热丝切割时)或刀片转速(机械刀片切割时)、EPS 泡沫材料的位置等信息,并将这些数据传输给 PLC。PLC 根据预设的程序和算法,对采集到的数据进行分析处理。如果发现某个参数偏离了预设值,PLC 会立即发出控制指令,调整相应的执行机构,如调节进料电机的转速、改变热丝的电流大小或调整刀片驱动电机的功率等,使设备恢复到正常的运行状态。这种自动化的反馈调节机制能够及时应对切割过程中出现的各种干扰因素,如材料密度的不均匀、设备的轻微振动等,确保切割过程的连续性和稳定性,从而保证产品质量的一致性。淄博友利机电依托多年来完善的服务经验。

设备承受能力:在调整切割参数时,必须充分考虑切割线设备的承受能力。过高的切割速度或过大的切割深度可能导致设备电机过载、刀具磨损加剧、热丝寿命缩短等问题,严重时甚至损坏设备。例如,对于功率较小的切割线设备,若强行提高切割速度切割高密度 EPS 泡沫,可能使电机烧毁。产品质量要求:不同的 EPS 泡沫制品对质量要求各异。如用于电子产品包装的 EPS 泡沫,对切割面的平整度和精度要求极高;而用于一般建筑填充的 EPS 泡沫,对切割面质量要求相对较低。在调整参数时,要以满足产品质量要求为前提,不能单纯追求生产效率而忽视质量。淄博友利机电周边生态环境状况好。淄博EPS全自动连续切割设备
淄博友利机电坚持“顾客至上,合作共赢”。江苏EPS数控切割机
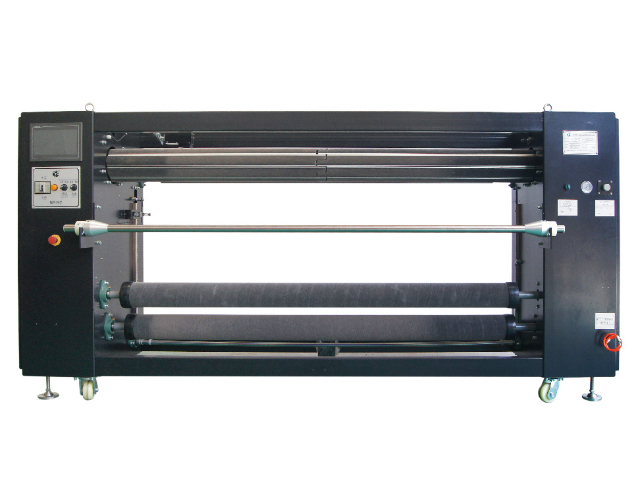
进料系统的设计目的是确保 EPS 泡沫板材或块状材料能够稳定、匀速地进入切割区域。常见的进料方式包括辊筒输送和皮带输送。在辊筒输送方式中,一系列紧密排列的辊筒通过电机驱动旋转,EPS 泡沫材料放置在辊筒上,依靠辊筒与材料之间的摩擦力实现向前输送。皮带输送则是利用橡胶或其他材质的输送带,通过电机带动皮带运转,将 EPS 泡沫材料平稳地送入切割位置。进料系统通常还配备有导向装置,如两侧的挡板或导轨,以防止材料在输送过程中发生偏移,确保其准确进入切割区域。江苏EPS数控切割机
文章来源地址: http://jxjxysb.mjgsb.chanpin818.com/gkxtjzb/qtgkxtjzb/deta_28872409.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。